
The collaborative work for which the new Protoplex facility is intended requires flexibility to transition between suites of traditional lab, office, and conference spaces, and large, secure, well-appointed high-bay manufacturing lab spaces. Placing these dual work environments adjacent to one another in each discipline allows fluidity of movement required for rapid prototyping, as well as visual transparency to improve communication, coordination of the work, and safety for all occupants. Protoplex features over 60 new advanced manufacturing machines and supporting equipment.

Current Temporary Location in Engineering Managment Building
The Centers for Aerospace Manufacturing Technologies and Advanced Manufacturing have a large high bay space in Engineering Management Lab 101, housing many of the new pieces of equipment.

Protoplex's New Permanent Location
The Missouri Protoplex building, set to open in the new location north of the interstate in Rolla, MO early in 2026, will serve as the anchor building for Missouri S&T’s planned manufacturing technology and innovation campus. This dynamic 117,000 square foot high-bay manufacturing facility will foster collaboration between industry and academia, providing shared space, cutting-edge equipment, and technology. It will accommodate both traditional lab suites and large, secure high-bay manufacturing labs, promoting rapid prototyping, interdisciplinary communication, and safety. The Protoplex aims to enhance workforce competencies, drive economic development, and contribute significantly to the state’s manufacturing GDP.
Equipment
 System.jpg)
SLM 500 Quad Laser Powder Bed Fusion (LPBF) System
- Laser Powder Bed Fusion Technology (LPBF): Utilizes lasers to selectively melt metal powders layer-by-layer, creating complex and highly detailed parts directly from 3D CAD models.
- Large Build Volume: Capable of fabricating parts up to 500 x 280 x 365 mm, supporting complex geometries for industrial applications.
- Multi-Laser Configuration: Features up to four lasers working simultaneously, reducing build times while maintaining part accuracy.
- Material Flexibility: Processes a wide range of advanced materials, such as titanium, aluminum, and stainless steel alloys.
- Advanced Powder Handling: Automated powder recycling and dedicated depowdering station ensure operational efficiency and safe material handling
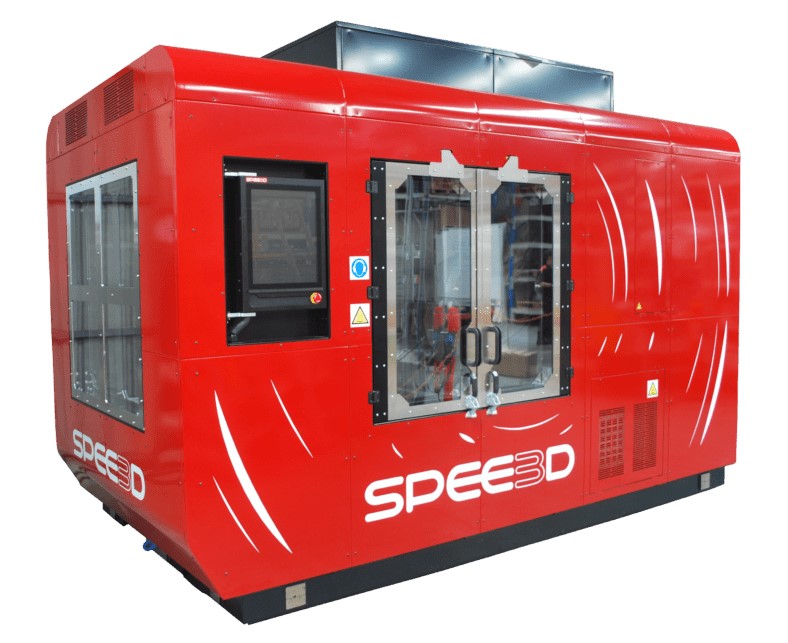
SPEE3D Warpspeed Metal Cold Spray 3D Printer
- Additive Manufacturing: Capable of producing complex shapes using ductile metal powder and path planning software to generate 3D shapes with robotic control and a stationary cold spray nozzle
- High Pressure Gas: Utilizes high pressure (500psi) compressed air or nitrogen to accelerate metal particles to speeds above Mach 3
- Speed: Build rates up to 10 lbs per hour (copper) up to 88 lbs using a 6mm bore nozzle (minimum feature size down to 6mm).
- Build Volume: Up to 40" diameter and 30" in height.
- Materials: Relies on material ductility to deform the metal particles. Typically softer metals such as aluminum alloys, copper, or bronze. Harder materials such as stainless steel are possible with the high temperature phaser nozzle .

Yaskawa/Motoman MH180 Robot
- Multi-Task Capability: Handles both high-precision machining (milling, drilling) and grinding applications with enhanced performance.
- Improved Kinematic Accuracy: Equipped with a Kinematic Error Observer (KEO) that reduces inaccuracies and improves real-time end-effector positioning.
- Vibration Management: Enhanced stiffness optimization and vibration damping reduce low-frequency vibrations during machining.
- External Sensor Feedback: Integrates laser trackers and 6DoF sensors to improve orientation and positioning in dynamic environments.
- Payload Capacity: Supports up to 180 kg, allowing for heavy-duty machining tasks.
- High Repeatability: ±0.2 mm repeatability for precise, consistent operations.

AlphaLaser ALFLAK900 Laser Microwelder
- Ultra-Precise Welding: Capable of welding with ultra-thin filler wire down to 0.003” and uniquely capable of joining materials without filler metal using just the laser.
- CNC Motion Capable: Equipped with a filler metal auto-feeder and fully programmable motion axes, programs can be written to precisely control welding processes.
- Laser Wattage Profile Shaping: Shaping the power output profile of the laser allows for ultimate control of heat input into the base material, minimizing HAZ and heat warping.
- Integrated Turntable: An integrated and CNC capable rotary stage allows for easy welding/coating of circular or cylindrical profiles.
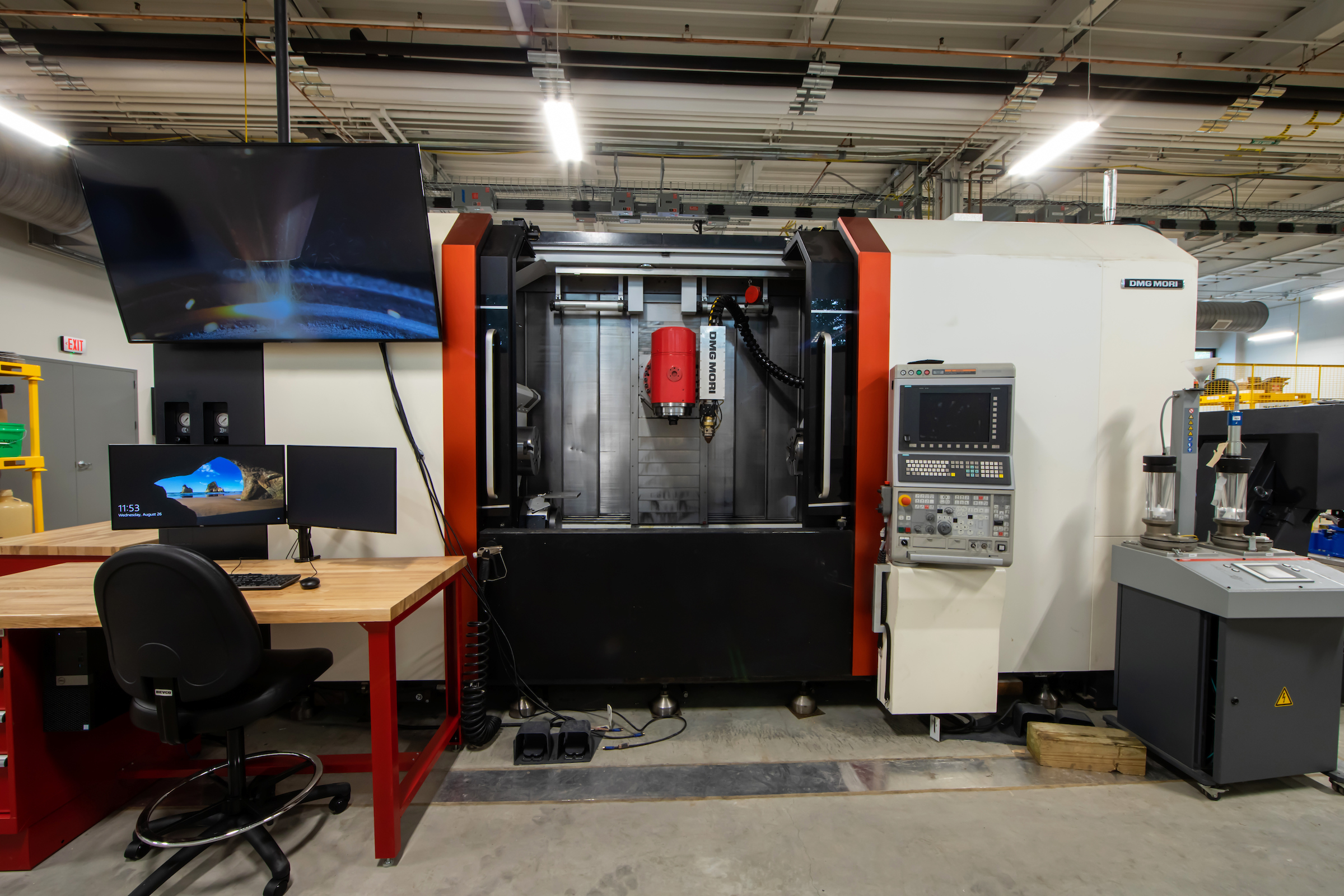
DMG Mori Lasertec 4300 Hybrid System
- Side-by-Side Additive and Subtractive: Utilizing both a CNC machining spindle and a blown-powder additive deposition nozzle allows for complex additive depositions to existing parts and machining down to finish in a single machine.
- Blown Powder Additive Capabilities: Metal 3D printing using blown-powder Direct Energy Deposition (DED) enables metal printing onto existing parts and offers ultimate flexibility in additive capability.
- Precision Machining: Extremely rigid machine components allow for precise machining of components.
- Lathe Capabilities: Lathe-style turning allows for easy additive and subtractive processes, even on large round parts such as rollers, axles, and cams.
- Large Working Area: Accommodates large components with precise control.

MTI Wire Draw Cell
- MTI IMCS-1700VC Continuous Casting Furnace: allows for melting of 1 kg to 10 kg of material at temperatures up to 1700°C under an inert argon atmosphere. Interchangeable dies and crucibles allow for a variety of materials to be cast at different final rod diameters from 6 mm to 14 mm.
- MTI YLJ-1220-W Wire Pressing Machine: provides the capability to reduce up to 14 mm diameter round bar to 1.5 mm edge length square rod. MTI SPG-6A-I induction heater allows for in-line heating of material during the rolling processes.
- MTI YLJ-WD-6 Wire Stretcher: allows for the drawing of wire from a 2 mm round die to a 1.15 mm round die. Implementation of a Keyence LS-9006D laser micrometer allows for in-situ measurements of wire diameter that can be used to calculate average wire diameter and roundness and to identify any notable defects along the wire length.
Optomec Lens system
- Precision Blown Powder Additive: A finely focused laser system and precision directed powder delivery allows for high-detail Direct Energy Deposition (DED).
- 5-Axis Motion Capability: Equipped with a trunnion and rotary table, this machine is capable of 5-axis deposition.
- Open Control Structure: With a completely custom built in-house motion control system and software, the motion paths of this machine are entirely customizable in every aspect, allowing for ultimate research capabilities.
- Dual Hopper Feed System: Dual-material processes, material grading, and large print volumes are possible with a dual-hopper powder feeder.
Wabash 20 ton Heated Press
-
Size: Platen size accepts up to 12" in the X and Y with an Z travel of 24"
-
Temperature: Maximum temperature of 400C with heated upper and lower platen and chamber heaters
-
Pressure: Up to 20 tons of hydraulic force can be applied

Sodick VL600QH Wire EDM
- Incredible Machining Accuracy: Uses extremely thin conductive wires, this machine etches material away to easily produce extremely precise parts.
- Large Capacity: Large working area capable of machining large parts (600mm X 400mm X 500mm).
- Flexible for General-Use Machining: While other EDM processes frequently use specialized dies to produce geometries, wire EDM machines are good for general use machining and flexible .
- Easy Machining on Extreme Hardnesses: Wire EDM processes have low force requirements and allow for easy and precise machining of any conductive material, even extremely hard materials.
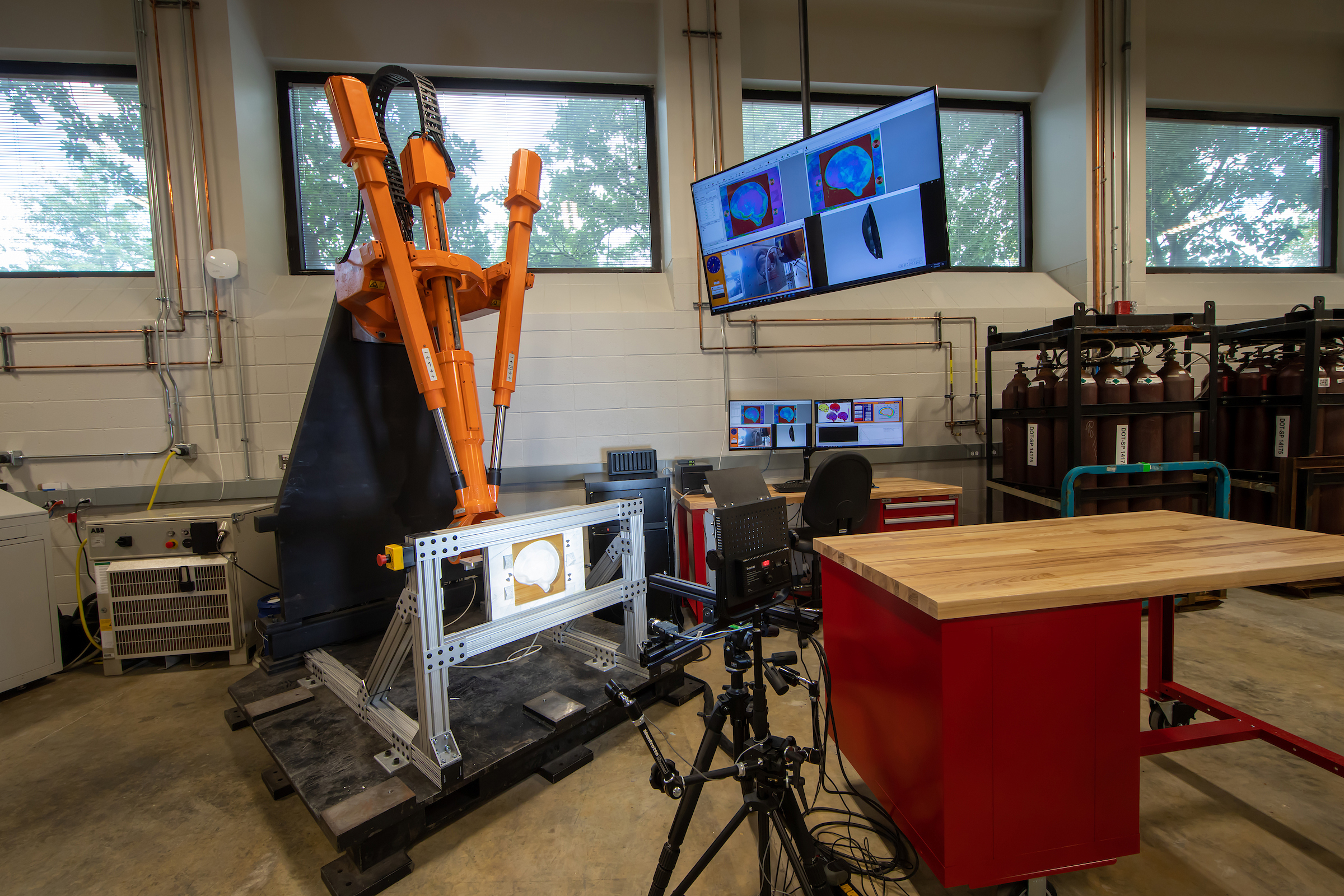
Incremental Sheet Forming
-
Freeform Sheet Forming: Sheet forming processes traditionally require large, expensive dies that require huge amounts of design and analysis before they are ready for production. Incremental sheet forming allows for a freeform, flexible approach to sheet forming by using a robotic manipulator and a deformation tool.
-
Legacy Part Manufacturing: Freeform sheet forming allows for the manufacture of old, discontinued parts to be manufactured without the original sheet forming dies, reducing the need for discontinued inventory and production line downtime for changeovers.
-
One-Off and Prototyping Capabilities: Removing the need for large, expensive opens up vast opportunities for one-off sheet forming and prototyping applications .
-
Visual Dimensional Feedback: Dual cameras and specialized paint markings allow the sheet to be monitored during the forming process to validate dimensions and implement feedback corrections to ensure accurate final products.

Impossible Objects Composites Based Additive Manufacturing (CBAM)
-
Build Volume: Maximum build size up to approximately 12" x 12" x 2". Thicker parts can be produced on a case by case basis with certain considerations
-
Speed: Runs two (2) sheets per minute automated from start to finish. The final build block processing time in the heated press depends on final thickness.
-
Resolution: High fidelity printing up to 600dpi. Compressive forces in the carbon fiber are the only limit on feature size and depend on durability of polymer matrix material (PEEK or Nylon 12).
-
Materials: Proven with carbon fiber and fiberglass 0.05mm thick sheets and a thermoplastic polymer PEEK or Nylon 12 powder.

Bond Technologies GL7 Friction Stir Welding Machine
- Friction Stir Welding Technology (FSW): Uses a rotating tool to join metals through plastic deformation, creating defect-free, high-strength welds without melting the material.
- Metal Stock Compatibility: Utilizes solid metal stock to weld aluminum, magnesium, and other non-ferrous alloys.
- Advanced Additive Capabilities: Equipped for Additive Friction Stir Deposition and Friction Cladding, allowing material deposition for part enhancement.
- High Structural Integrity: Low thermal distortion and excellent mechanical properties, ideal for aerospace and heavy industry applications.
- Robust Work Envelope: Accommodates large components with precise control over joint integrity.

More Equipment Being Added
As our areas grow, so do the number of pieces of equipment in our labs. 58 new pieces of equipment are in the process of being added including a next gen foundry, fatigue testing service center, solid state additive manufacturing center, and a CNC machine shop.
Equipment Usage Rates